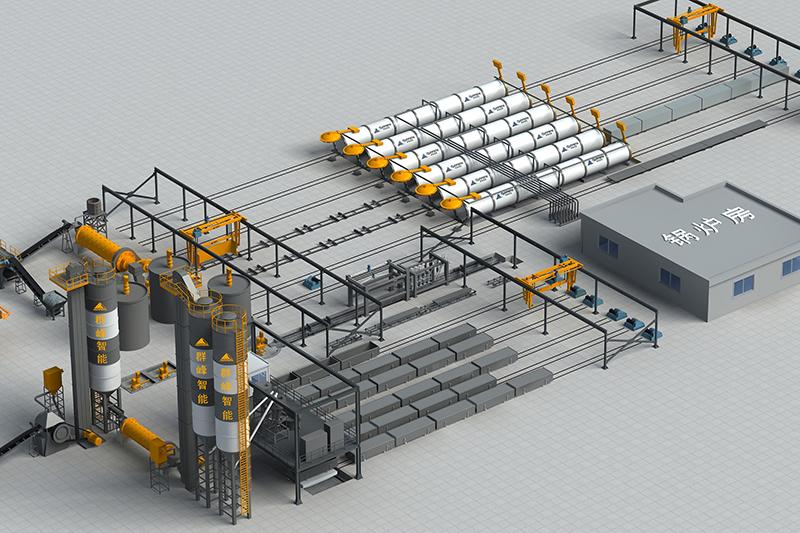
Линия для производства газобетонных блоков (блоков из автоклавного ячеистого бетона) использует угольную золу (шлак или песок) в качестве заполнителя, известь и цемент как скрепляющий материал и алюминиевую пудру в качестве пенообразующей добавки. Процесс производства газобетонных блоков состоит из нескольких стадий: дробление, дозирование, смешивание и загрузка материала, а также выдерживание, резка и пропарка блоков. Будучи современным видом стеновых материалов, газобетонные блоки характеризуются легким весом, хорошими теплоизоляционными свойствами, простотой в переработке, безопасностью для окружающей среды и практичностью. Благодаря всем этим преимуществам газобетонные блоки стали очень популярным строительным материалом в современном мире.
(01) Ленточный конвейер
(02) Дозирующая установка
(03) Барабанный грохот
(04) Силос для дробленого материала
(05) Шаровая дробилка для мокрого помола
(06) Щековая дробилка
(07) Пылеуловитель
(08) Подъемник
(09) Силос для крупнозернистой извести
(10) Шаровая дробилка для сухого помола
(11) Силос для мелкозернистой извести
(12) Силос для цемента
(13) Шнековый конвейер
(14) Цистерна для раствора
(15) Бункерные весы для раствора
(16) Бункерные весы для извести и цемента
(17) Транспортная тележка
(18) Кантующий манипулятор
(19) Устройство вертикальной резки
(20) Устройство горизонтальной резки
(21) Стопоукладчик для заготовок
(22) Автоклавная тележка
(23) Автоклав
(24) Разгрузочный манипулятор
(25) Сепаратор
(26) Лебёдка для возврата опорной платформы
Блок серии
QFK-1 390x140x190мм
QFK-2 390x140x190mm concrete hollow block
QFK-3 390x140x190мм
QFK-4 390x140x190мм
QFK-5 390x140x190мм
QFK-6 190x190x190мм
Газобетонные блоки (ААС) изготавливаются с использованием летучей золы (известкового шлака или песка), в качестве исходного сырья используется цемент и известь как цементирующие материалы и алюминиевый порошок в качестве пенообразователя. Основными процедурами формирования являются: измельчение материала, взвешивание, смешивание, заливка, отверждение, резка и пропаривание. Кроме того, что легкие блоки AAC отличаются исключительной термоизоляцией, энергосбережением, переработкой отходов, экологически чистые и удобные в работе, они еще популярны во всем мире.
Описание газобетонных блоков (ААС)
Газобетонные блоки (ААС) - это новый строительный материал, который является легким, теплоустойчивым и теплоизоляционным, в качестве основного сырья которых используются кремнистые (как летучая зола) и известковые материалы (например, цемент и известь). Они формируются путем дозирования, заливки, резки и пропаривания. Этот тип блока имеет историю производства и использования более 60 лет и представляет собой сложный строительный материал как с точки зрения технологии производства, так и использования. Благодаря своей превосходной легкости и теплоустойчивости, а также его взаимодополняющей связи с обычными бетонными блоками, он широко используется в ненесущих стенах в промышленном и гражданском строительстве.
Так как газобетонные блоки (ААС) в основном произведены из летучей золы известкового шлака, эти блоки являются экологически чистыми, с теплопроводностью от ¼ до 1/5 от показателей теплопроводности глинистых кирпичей. Они также отличаются исключительной теплоустойчивостью и теплоизоляцией, что делает их идеальным строительным материалам для экологически чистой энергосберегающей конструкции, которая также полностью соответствует стратегии Китая в области устойчивого развития.
Основные особенности газобетонных блоков (ААС)
Легкий вес: сухая плотность составляет около 1/3 от глиняного кирпича и ¼ от бетонных блоков. Эффективно снижают вес и уменьшают трудности строительства для несложных фундаментов, снижают инвестиционные затраты на фундамент и строительство примерно на 27% и экономят 5% совокупных расходов.
Теплоустойчивость: толщина составляет 40мм, что соответствует глиняному кирпичу с толщиной 240мм. Коэффициент теплопроводности составляет 0,1 Вт / м.к, что делает блоки идеальными материалами для стен, которые требуют теплоизоляции.
Звукоизоляция: Многочисленные воздушные отверстия внутри удваивают поглощение звуков и шумов. Величина звукоизоляции по весу достигает 40-50 дБ для разных изделий, толщины и покрытий.
Огнестойкость: газобетонные блоки ААС и сырье является неорганическими, что означает, они никогда не загораются и не производят ядовитые газы при высоких температурах. Продолжительность огнестойкости 100мм стены примерно 4 часа, что соответствует строительным нормам пожарной безопасности.
Непроницаемость: внутри находится множество отдельных закрытых воздушных отверстий диаметром от 1-2 мм, для эффективного предотвращения распространения воды. Непроницаемость на 85% выше, чем у стен из глинистого кирпича при использовании обычной краски для стен.
Прочность:
Точные размеры, внедрение шестиплоскостной нарезки и использование тонкого слоя строительного раствора повышают коэффициент прочности. Прочность корпуса здания составляет 80% от прочности самого блока, а с глиняным кирпичом - всего 30%.
Экономичность: Легкий вес уменьшает инвестиционные затраты на фундамент и строительство. Потребители могу штукатурить поверхность напрямую, что тоже сохраняет затраты на материалы и рабочую силу.
Точность размеров: Наш передовой метод производства и оборудование обеспечивают точность измерения с погрешностью в пределах ± 1,5 мм по длине, ширине и высоте. Это значительно выше нормативов для других изделий, соответствующих национальным стандартам.
Удобство при строительстве: Один законченный газобетонный блок AAC равен нескольким глиняным кирпичам, что означает, что непрерывная кладка может быть выполнена без ограничений высоты 1 метра. Это не только увеличивает скорость кладки, но и экономит затраты на рабочую силу. Блоки легко поддаются обработке, и потребители могут пилить, сверлить, прибивать, вешать или выдалбливать их, что делает их идеальными для установки труб или проводов, а также для дополнительной отделки.
Уровень пустоты и гигроскопичности: В закладке стандартных высотных зданий недопустима погрешность в укладке и долговременного воздействия влаги, или чередования сухих и влажных условий. Пользователям необходимо использовать обычные закладочные блоки для основных участков, а высота должна быть не менее 200 мм. Должно быть три слоя водонепроницаемого раствора между обычной кирпичной кладкой, а также водонепроницаемый раствор между кирпичной кладкой и газобетонными блоками AAC.
Низкая плотность: Эти блоки обычно используются для ненесущих стен, где нет риска разрушения углов или дробления во время перемещения, это две общие проблемы, которые увеличивают растраты материалов и материальные затраты.
Поверхность легко вспенивается и будет нелегко её соединить с раствором. Потребителям необходимо провести графитовую обработку и добавить двойное волокно в раствор перед оштукатуриванием внутренней кирпичной стены и заливки внешней кирпичной стены.
Изображения законченной продукции
Последовательность стадий технологического процесса
1. Прежде всего, сырьевые материалы взвешиваются перед загрузкой.
2. После загрузки сырье подается в бетономешалку для приготовления бетонной смеси.
3. Свежеприготовленная смесь заливается в формы.
4. Сырой массив будет готов к резке, только когда его твердость достигнет определенного уровня после предварительного выдерживания при постоянной температуре в течении определенного времени.
5. Распалубочный кран разворачивает форму на девяносто градусов.
6. Распалубочный кран извлекает массив из форм и грузит его вместе с опорной платформой на транспортную тележку, которая отправляется к режущей машине.
7. Режущая машина выполняет вертикальный и горизонтальный рез бетонного массива с обеих сторон.
8. Затем кантующий манипулятор производит очистку торцов по всем шести поверхностям бетонных заготовок.
9. Стопоукладчик для бетонных заготовок отделяет блоки от нижней плиты и помещает их вместе с опорной платформой на автоклавную тележку.
10. Изделия сортируются и отправляются в автоклав для пропарки.
11. Происходит автоклавирование заготовок при высокой температуре и давлении.
12. После обработке в автоклаве готовые блоки изымаются из него.
13. При помощи крана готовые изделия помещаются на вилочный погрузчик, который штабелирует блоки.
14. После упаковки газобетонные блоки погружаются на грузовики.
15. Опорная платформа возвращается по рельсовым путям к исходной позиции, соединяется с пустыми матрицами в формы и ожидает последующей заливки формовочного раствора.
16. Укрепление панелей (для производства панелей)
1. Обработка сырья
Производственные линии газобетонных блоков (AAC) измельчают кремнистый материал, такой как песок, летучая зола и другие материалы. В зависимости от сырья и технологических характеристик процесс измельчения выглядит следующим образом: сухое измельчение в порошок, мокрое измельчение с водой в суспензию и смешивание с известью. Смешанное измельчение можно также отсортировать в сухую смесь для приготовления пластмассы и мокрого измельчения с водой. Технология мокрого измельчения с водой улучшает свойства летучей золы или песка, и ее часто называют «гидротермальное шаровое измельчение».
Обычно, большинство видов извести представляют собой кусковую известь, и её следует измельчать и перемалывать. Гипс (штукатурка) обычно не измельчается в одиночку, а летучую золу или известь часто добавляют для измельчения с помощью той же мельницы, что и известь. Другие вспомогательные материалы и химикаты часто готовятся заранее.
Процесс подготовки сырья - это процесс приготовления ингредиентов и выполняется для удовлетворения технологических требований к производственному процессу, необходимый перед заполнением ингредиентов для всего производства, который может выполняться бесперебойно. Затем качество продукции будет соответствовать требованиям для всех составляющих процесса, включая основные, оказывающие непосредственное влияние.
(1) Щековая дробилка
Чтобы обеспечить соответствие материалов технологическим требованиям газобетонных блоков, чаще всего измельчаются известковые и кремнистые материалы. Перед добавлением в мельницу, сначала необходимо измельчить различные сыпучие материалы, чтобы получить размер порции, требуемый для добавления в шаровую мельницу вторичного помола.
a. Принцип работы
Во время работы, с помощью вращения кулачкового вала с ременным приводом двигатель способствует периоду закрытия подвижной щеки и фиксации циклической щеки, поэтому материалы сжимаются, перетираются и измельчаются, чтобы сделать их меньше и легче выгружать из разгрузочного отверстия.
b.Особенности
Мельница характеризуется большим коэффициентом дробления, высокой продуктивностью, одинаковыми по размеру частицами, простой конструкцией, надежной эксплуатацией, удобством в обслуживании, экономичными расходами и другими полезными характеристиками.
c. Основные технические характеристики
Модель
Максимальный размер сырья (мм)
Размер разгрузочного люка (см)
Производительность (т/ч)
Мощность (кВт)
Вес(тонн)
Габаритный размер (Д×Ш×В)(мм)
PE-150×250
125
10-40
1-5
5.5-7.5
0.8
875×758×850
PE-250×400
210
20-60
5-20
15
2.8
1450×1335×1310
PE-400×600
340
40-120
15-50
30
6.8
1565×1732×1586
PE-350×750
300
20-100
25-70
30-37
7.3
1810×1900×1730
PEX-150×750
125
10-40
10-40
15
3.5
1430×1635×1108
PEX-250×750
210
25-60
15-30
22
4.5
1667×1545×1020
PEX-250×1000
210
25-60
20-52
30-37
6.5
1580×1964×1380
PEX-250×1200
210
25-60
25-60
37
7.7
1580×2164×1430
PEX-300×1300
250
20-80
30-90
55
11
1750×2320×1730
(2) Ковшовый элеватор
Ковшовые элеваторы являются необходимым оборудованием на линии по производству газобетонных блоков. Они используются для транспортировки извести, гипса и других материалов, которые были размолоты с использованием щековой дробилки, в силосы для хранения, где затем они подготавливаются для смешивания сырья.
a. Принцип работы
Ковшовый элеватор NE состоит из рабочих частей (ковша и тягового ремня), верхних частей с трансмиссионным барабаном, нижних частей с натяжным роликом, среднего корпуса, приводного устройства и тормозного устройства. Он используется для транспортирования порошков с насыпной плотностью (ρ <1,5 т / м) и частиц или кусков, таких как уголь, песок, цемент и нечистые руды.
b. Основные характеристики
Ковшовый элеватор NE использует метод непрерывной подачи. Сырье передается вверх по плоскозвенной цепи, а затем разгружается с помощью силы притяжения. Эти элеваторы являются многостандартными и характеризуются высокой производительностью и низким потреблением энергии. Они спроектированы как полностью закрытые с цепями, работающими на холостом ходу, что позволяет избежать возврата материала, тем самым предотвращая любые растраты энергии. Отсутствует зашумленность.
c. Основные технические характеристики
Модель
Производительность (м³ /ч)
Рабочая скорость (м/с)
Скорость основной шахты (об/мин)
Размер гранул (мм)
Характеристики ковша
Объем(л)
Ширина(мм)
Длина хода ковша (мм)
NE15
15
0.5
15.54
< 40
2.5
250
203
NE30
32
0.5
16.45
< 50
7.8
300
305
NE50
60
0.5
16.45
< 50
15.7
300
305
NE100
110
0.5
14.13
< 70
35
400
400
NE150
170
0.5
14.13
< 70
52.5
600
400
NE200
210
0.5
10.9
< 100
84.6
600
500
(3) Ленточный конвейер
Ленточные конвейеры являются ключевым транспортным оборудованием на производственных линиях ААС блоков, поскольку они используются для транспортировки летучей золы, песка, извести и другого сырья. Они являются наиболее эффективным непрерывным конвейерным оборудованием, поскольку конвейерная лента перемещается с использованием принципа фрикционного привода. Обладают большой пропускной способностью, длинной трансмиссией, плавной транспортировкой, низким уровнем шума, простой конструкцией, низким энергопотреблением, стандартизированными деталями, а также удобны в обслуживании и отсутствует относительное движение сырья и самого оборудования. Наши ленточные конвейеры чрезвычайно эффективными.
a.Основные технические характеристики ленточного конвейера
Ширина ленты (мм)
Длина (мм)
Мощность (кВт)
Скорость (м/с)
Производительность (т/ч)
500
≤12 / 3
12-20 / 4-5.5
20-30 / 5.5-7.5
0.8-1.0
50-191
650
≤12 / 4
12-20 / 5.5
20-30 / 7.5-11
0.8-1.60
80-250
(4) Шаровая мельница
Измельчение сырья является важным шагом в производстве газобетонных блоков. Известь, гипс, песок, шлак и другие материалы полностью смешиваются и взаимодействуют только после измельчения в порошок, что сделано для повышения прочности изделия. Шаровые мельницы являются ключевым оборудованием для дробления сырья.
a. Принцип работы
Шаровые мельницы представляют собой горизонтальное цилиндрическое вращающееся устройство, состоящее из коронной шестерни, двух кабин и шаровой мельницы решетчатого типа. Сырье равномерно подается в первую кабину через винтовой полый вал. В первой каюте есть механическая линия или рифленая облицовочная плита, а также стальные шары разных размеров. Когда шаровая мельница работает, кабина генерирует центробежную силу, поднимая шар на определенную высоту, после чего шар падает, что приводит к расколу и измельчению сырья, т.к. процесс повторяется. После грубого измельчения в первой кабине сырье поступает во вторую кабину по односекционной плите. Во второй кабине есть плоская прокладка и стальные шары, которые будут дальше измельчать сырье. В конце полученный порошок выгружается через разгрузочную решетку, для завершения процесса измельчения.
b. Особенности конструкции
Оборудование состоит из подающей, разгрузочной, вращающей и движущей частей (редуктор, небольшая коробка перед, двигатели и электрическое управление) и других основных составляющих. В этом оборудовании используется коронная шестерня, полый опорный вал. Полый вал представляет собой стальное литье со съемным вкладышем. Механизм вращения используется для литья, а вкладыши устанавливаются в цилиндр (имеются два типа вкладышей: резиновый вкладыш и стальной вкладыш. Резиновый вкладыш имеет небольшой вес, мало шумит и не имеет превосходное уплотнение и износостойкость). Эта машина отличается превосходной износостойкостью, а также бесперебойной и надежной работой.
c.Основные технические характеристики
Модель(м)
Φ1.5×5.7
Φ1.83×7
Φ2.2×7
Φ2.4×8
Φ2.6×13
Производительность(т/ч)
3.5-4
8-12
15-17
19-22
28-31
Максимальная загрузка (мм)
≤25
≤25
≤25
≤25
≤25
Измельчающий кузов
11T
21T
30T
40T
78T
Мощность (кВт)
130
245
380
475
1000
Вес (т)
23
36
49
68
150
(5) Смесительный резервуар для отработанной суспензии (впереди шаровой мельницы)
Смесительный резервуар для отработанной суспензии состоит из закрепленной платформы, лестницы, перегородки, смесителя и резервуара. Как правило, отработанная суспензия из перегонной тележки и весь другой отработанный материал должны быть смешаны в баке с водой. Смешанный материал будет переработан и использован в сочетании с исходной суспензией.
(6) Известь, цементный силос
Силос используется для хранения сырья и оснащен воздушной подушкой или вибрационным двигателем. Основываясь на объеме, характеризуются как 100 м³, 200 м³ и 300 м3 и могут быть настроены на основе требований выбранных линий. Они могут быть сконфигурированы в соответствии с требованиями выбранной линии.
2. Дозирование и заливка
Дозировка – это взвешенное, дозированное сырье и все переработанное сырье, температура которых отрегулирована, концентрация и дополнительные дополнительное сырье добавлены, затем в соответствии с требованиями процесса подаются в смеситель поочерёдно. Дозирование является ключевым звеном в газобетонном процессе и связано с отработанным сырьем процентным содержанием активных ингредиентов. Это делается для обеспечения текучести и вязкости суспензии и подходит упрочнения газобетонного сырца с алюминиевым порошком.
Процесс заливки является уникальным производственным процессом для газобетона, который отличается от других типов бетона. Процесс заливки представляет собой процесс дозирования, производящийся после того, как взвешивание и необходимые корректировки материалов, отправляющихся в смеситель, выполнены с учетом предусмотренного времени, температуры и плотности суспензии. Заливка осуществляется через заливочное отверстие в смесителе, и материал течет через смеситель в пресс форму. Затем суспензия в форме подвергается ряду физических и химических реакций и образует пузырьки, которые, в свою очередь, раздуваются, уплотняются и затвердевают. Заливка является важным процессом, влияющим на пористую структуру, процесс дозирования и процесс заливки вместе составляют основную часть производства газобетонных блоков.
Процессы предварительного отверждения являются основным процессом, в течение которого суспензия продолжает затвердевать и уплотняться после того, как была залита.
(1) Система взвешивания
Физические состояния сырья для газобетона включают жидкость, суспензию, порошок, порошкообразный алюминий и кусковой алюминий. Различное сырье имеет разную весовую шкалу, такие как известковая шкала, цементный весовой контейнер, взвешивающий резервуар для суспензии и многое другое. Сырье будет точно взвешено с использованием автоматической взвешивающей системы.
a. Контейнеры для взвешивания извести и цемента:
Используется для взвешивания цемента и извести, потом транспортирует их в заливочный смеситель.
Характеристика (мм)
Длина винтового конвейера(мм)
Диаметр винтового конвейера (мм)
Скорость винтового конвейера (об/мин)
Вес(т)
Мощность (кВт)
Производительность (т/ч)
3.5-4
8-12
15-17
19-22
28-31
b. Контейнер для взвешивания суспензии:
Используется для взвешивания суспензии, далее транспортирует её в заливочный смеситель.
Характеристика (мм)
Вес(т)
Ф2000×3000
0.8
c. Контейнер для взвешивания воды:
Взвешивает воду и автоматически транспортирует её в смеситель с суспензией.
Характеристика (мм)
Вес(т)
Ф2000×3000
0.2
(2) Смеситель для алюминиевого порошка
Смеситель для переработки алюминиевого порошка состоит из цилиндра, корзины и пневматического поворотного клапана (устройства вывода с двойным сигналом). Используется для смешивания алюминиевого порошка.
(3) Заливочный смеситель
Заливочный смеситель состоит из смешивающего контейнера, смешивающего вала, коробки передач, устройства отвода и соплового устройства. Это основное оборудование на газобетонном заводе. Заливочный смеситель используется для смешивания суспензии, извести, гипса и порошкового алюминия в определенной пропорции. После равномерного перемешивания и полной реакции, смешанная суспензия заливается в пресс форму.
(4) Заливная перегонная тележка
Заливная перегонная тележка является необходимым оборудованием в секции автоклава производственной линии AAC блоков и используется для буксировки. Она состоит из каркаса тележки, привода и механизма позиционирования. Каркас тележки сварен с использованием сортовой стали, а привод состоит из редуктора, муфты, вала, ведущего колеса и ведомого колеса. Перегонные тележки обладают сильной тягой, толканием и остановкой. При быстром перемещении они могут точно позиционировать и присоединяться с низкой частотой хода при полной нагрузке. Частота хода увеличивается, когда тележка пуста и доступна для загрузки.
Характеристики перегонной тележки
Load
Скорость движения (частота)
Расстояние от дна тележки до верха
Длина тележки
м
t
м/мин
мм
мм
4.2×1.2
6
20
555
3540-5000
4.8×1.2
8
20
555
3540-5000
(5) Пресс форма, боковая пластина
Формы на производственной линии AAC блоков делятся на пресс формы и боковые пластины и являются важным элементом оборудования для формирования продукта. Смешанное сырье проходит через заливочный смеситель и заливается в форму. Затем оно проходит газообразование и предварительное отверждение, после затвердевания, извлекается из формы и, наконец, газобетонные блоки можно разрезать. Пресс формы и боковая пластина подходят для каждого из этих процессов. Одновременно боковые пластины возвращают газобетонные блоки к режущему устройству для нарезания
и группируют их в тележку для выдержки, а затем перемещают в автоклав.
Пресс формы обладают отличную прочностью, а также легкую демонтируются, с отсутствием утечек и превосходно заменяются.
Пресс формы обладают отличную прочностью, а также легкую демонтируются, с отсутствием утечек и превосходно заменяются.
Характеристики: 4200*1200*600мм, 4800*1200*600мм
Боковая пластина имеет отличную прочность, долговечна и превосходно заменяется.
Характеристики: 4200*600мм, 800*600мм
3. Обтачивание и нарезание
Токарный и режущий станок являются двумя основными устройствами на заводах по производству AAC блоков и используются для нарезания кусков и предания формы. Технология токарной обработки и резки включает в себя объемное формование, гибкую форму и размер, а также огромную механизацию производства.
(1) Поворотный грузоподъемник
Поворотный грузоподъемник состоит из подвесного кронштейна, колец, шлюзового затвора и такелажной скобы. Он используется для извлечения из форм и передачи блоков.
Поворотный грузоподъемник переворачивает блоки под углом 90 ° в воздухе, после чего осуществляется извлечение из форм. Отделенная боковая плита сочетается с возвратной формой для переработки суспензии.
(2) Режущая машина
Режущая машина состоит из вертикальных и горизонтальных режущих элементов. После заливки, газобетон формируется в плитку после предварительного отвержения, потом плитка нарезается на точные размеры, в зависимости от требований потребителя.
Принцип работы:
После извлечения из форм, боковая панель с блочной плитой переносится и присоединяется к нарезывающей корзине, которая управляется мотором. Плита направляется к нарезывающему устройству для вертикального и горизонтального обрезания. Когда плита достигла горизонтального нарезающего устройства, боковая панель с плиткой поднимается, используя подъемное устройство. Нарезывающая корзина потом возвращается в исходное положение и подготавливается к следующему кругу, в то время, как горизонтальная обрезка выполнена. После обрезки, поднимающее устройство загружает боковую панель с плиткой в другую нарезывающую корзину, которая будет транспортировать плитку к устройству вертикального нарезания для вертикального обрезания.
Характеристика
Размер бруска после нарезания
Цикл нарезания
Производительность нарезания
Точность нарезания
Мощность
м
м
мин/форм
м³/год
кВт
4.0
4×1.2×0.6
5
>100,000
3, 1.5, 1.5
20
4.8
4×1.2×0.6
6
>200,000
3, 1.5, 1.5
22
(3) Наклоняющий и группирующий грузоподъемник
После нарезания, наклоняющий и группирующий грузоподъемник отделяет нижние и верхние отходы путем наклона блочных плит, затем поднимает и переносит блоки для группировки.
(4) Группирующий грузоподъемник
Группирующий грузоподъемник передвигает блочные плиты с боковой пластиной вертикально с помощью цепи. Гидравлический цилиндр приводит в движение цепь, и грузоподъемник, приводящийся в движение мотором-редуктором, перемещается горизонтально.
4. Готовый продукт
Блок будет подвергаться отверждению в автоклаве. Это последняя процедура, которая напрямую влияет на качество готового блока.
Так как автоматизация усовершенствуется, также широко используется система разделения и упаковки блоков. После высыхания AAC блоки извлекаются из автоклавов, путем процесса подъема, разделения и упаковки, вилочным погрузчиком переносятся на территорию готовой продукции.
(1) Корзина для отверждения
Корзина для отверждения состоит из рамы и колеса. Она используется для передвижения блоков в автоклав и из него, которая предназначена для транспортировки тележки во время производства. Она отправляет нарезанные газобетонные блоки в автоклав для отверждения, потом после завершения отверждения перевозит их на территорию готовой продукции.
(2) Автоклав
В качестве основного оборудования на производственной линии автоклав используется для отверждения блока под высоким давлением и температурах.
Модель
Наивысшее давление (МПа)
Рабочее давление (МПа)
Расчетная температура(с0)
Рабочая температура (с0)
Рабочая среда
Открытие дверей
Φ2×21
1.4
1.3
195
198
Насыщенный пар
Направленное вверх
Φ2×26
1.4
1.3
195
198
Φ2×31
1.4
1.3
195
198
Φ2.68×31
1.6
1.5
201
204
(3) Зажимы готовых блоков
Зажимы для готовых блоков оснащены специальным грузоподъемником. Грузоподъемник рассчитан на передвижение и подъем этих зажимов, подъем производится с использованием устойчивой, точной направляющей рамы. Он специально используется для перемещения готовых блоков с боковой пластины для окончательной упаковки.
(4) Передвижной сепаратор
Сепаратор используется для разделения готовых блоков слоями. Наш сепаратор автоматически выполняет работу и группирует готовую продукцию.
(5) Автоматический грузоподъемник
Автоматический грузоподъемник поднимает готовые изделия после процесса разделения. Он разделяет готовую продукцию на ряды, после этого контейнерный конвейер перемещает уложенные рядами блоки для упаковки.
(6) Устройство автоматической подачи поддонов
Оснащено системой зажима блоков и контейнерным конвейером, устройство автоматической подачи поддонов эффективно доставляет поддон для продукции.
(7) Контейнерный конвейер и упаковочная система
Готовые блоки упаковываются после разделения и укладки. Упакованные блоки перевозятся вилочным погрузчиком на территорию готовой продукции.
(8) Нагреватель
Нагреватель используется для подачи тепловой энергии и пара для автоклава, для гарантии высокого давления и температуры в помещении. Это гарантирует, что блоки проходят реакцию гидратации для качества ААС блоков.
Примеры сотрудничества:
Указатель
подметальная машина, электрическая подметальная машина , дорожная подметальная машина














")



































